10.06.13 – 20.06.13
Oslo National Academy of the Arts (KHIO)

In April, I was invited over to KHIO to give a lecture about my work and to meet the staff in both the ceramics and D-Form departments. Paul Scott, one of my colleagues in MIRIAD is a Professor 2 at KHIO and had the idea to arrange a collaborative venture around the theme of ceramics and print, something that has been a specialism of his for a number of years. However, the planned event is to focus on the 3D printing of ceramics, something that Trine Wester who runs the D-Form 3D printing facility has started to explore.
Back in Manchester, we have acquired 2
ZCorp 406 3D printers, both in need of restoration. The plan is to restore one
of them and use it to continue the ceramic printing experiments. Whilst I am
waiting for the printer to be housed in a suitable room, I thought a very good
use of my time was to head back to Oslo to learn about using ZCorp printers by
working with the D-Form team. This time I was keen to explore the ceramic
powder that Potclays had developed for 3D printing. I purchased 15 kgs, which
just fitted into a small suitcase and passed through airport security without
any questions!
On the Monday morning we made a good start
by moving the printer, de-powdering unit and computer down into the ceramics
department.
The plan was to test and compare red
earthenware with the Potclays powder. The recipes are as follows:
RED CLAY
|
POTCLAYS
|
ICING SUGAR
|
MALTODEXTRIN
|
2
|
1
|
1
|
|
3
|
1
|
1
|
|
4
|
1
|
1
|
|
2
|
1
|
1
|
|
3
|
1
|
1
|
|
4
|
1
|
1
|
Each batch was prepared in 3kg batches.
Once printed the tests would be fired in batches to 950°, 1000°, 1050° and 1100°C.
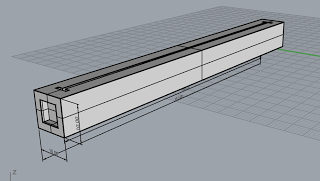
I designed a small test bar with a precise 100mm slot in the top
to be used to accurately measure shrinkage.
On Tuesday morning the first tests were printed.
There follows a description of how the printer was prepared:
 | |||
| 1. Compacting the powder. |
 |
| 2. Levelling the powder |
 |
| 3. Filling the binder tank with zp61 binder fluid |
 |
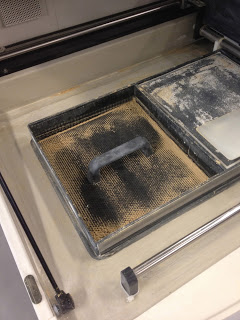
| 4. Cleaning the print head parking dock with distilled water. |
 |
| 5. Purging the HP10 print head of ink and bleeding the binder tube for air bubbles. |

| ||
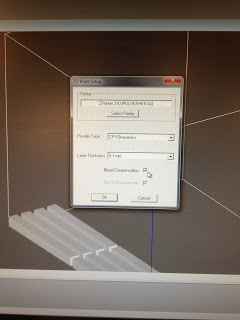 |
| 7. Print settings, (note the Bleed Compensation is checked). |
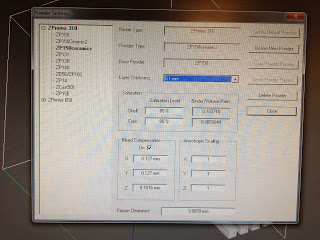 |
| 8. Powder settings, note that in all other tests the Shell was 90% and the Core was 85% |
 |
| 9. Printing the binder, (note some ink still visible). |
 |
| 10. Potclays 1:1:4 powder, smoother and finer than the red earthenware. |
Tomorrow we print more Potclays powder variations, so that the firings can commence on Friday.
More to follow...